Serpentine Finned Tubes: An In - depth Analysis of the Core Advantages and Applications of High - efficiency Gas Heat Exchange Elements
Release time:2025-09-18
Visits:138
As a key component in gas heat exchangers,
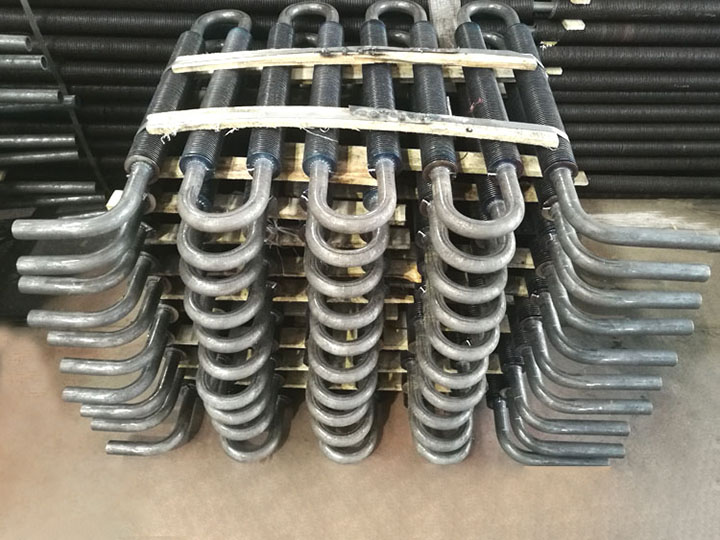
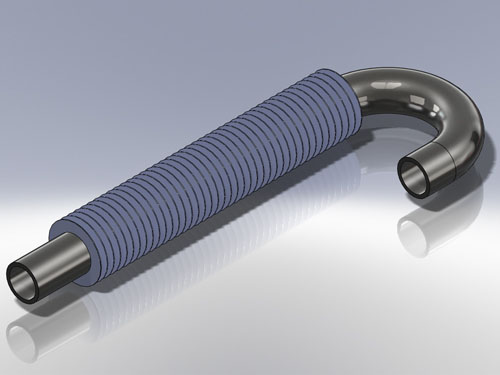
serpentine finned tubes, with their unique structural design and excellent performance, have been widely used in fields such as direct air - cooled condensers in power stations and air - coolers in the petrochemical industry. The following analyzes in depth their high - efficiency heat exchange characteristics and industrial value from three dimensions: core advantages, technological innovation, and application scenarios.
I. Core Advantages: High - efficiency Energy Saving and Environmental Adaptability
1. Enhanced Heat Exchange and Vapor - Liquid Separation Capability
Serpentine finned tubes use flat steel tubes as the base tubes, with typical cross - sectional dimensions of 120 - 175 mm in length and 10 - 15 mm in width. The length - to - width ratio is significantly better than that of traditional round tubes. This flat - tube structure can effectively promote the separation of the vapor - liquid two - phase flow, reduce the fluid resistance inside the tubes, and at the same time increase the heat transfer area, significantly improving the heat exchange efficiency.
2. Excellent Anti - Freezing Performance
This component can still operate stably in an extremely cold environment of - 40°C, avoiding the problem of tube body cracking due to freezing. The flat - tube design combined with the optimized fin layout fundamentally solves the equipment reliability problem under low - temperature conditions by accelerating the discharge of condensate and reducing the retention area. It is particularly suitable for high - latitude or severely cold regions in winter.
3. Low Flow Resistance and Energy - Saving Characteristics
Compared with conventional heat exchange tubes, the flow area of serpentine finned tubes increases by about 30% under the same size, significantly reducing the fluid pressure drop inside the tubes and the power consumption of the fans. Experimental data shows that the air - side pressure drop outside the tubes can be reduced by 15% - 25%, reducing the power consumption of the supporting system by 10% - 20%, which is in line with the industrial energy - saving trend.
II. Technological Innovation: Structure and Material Optimization
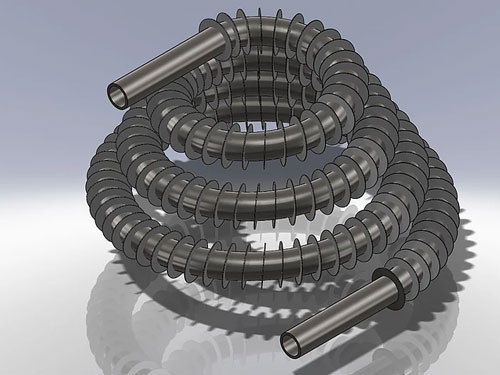
1. Diversified Design of Fin Structures
Serpentine fins support various enhanced heat - exchange forms such as corrugated, louvered, and bridge - piece structures, with the thickness range controlled between 0.1 - 0.22 mm. Through the discontinuous fin layout or slitting treatment, the air boundary layer can be broken, the flow field disturbance can be enhanced, and the local heat transfer coefficient can be increased by more than 20%.
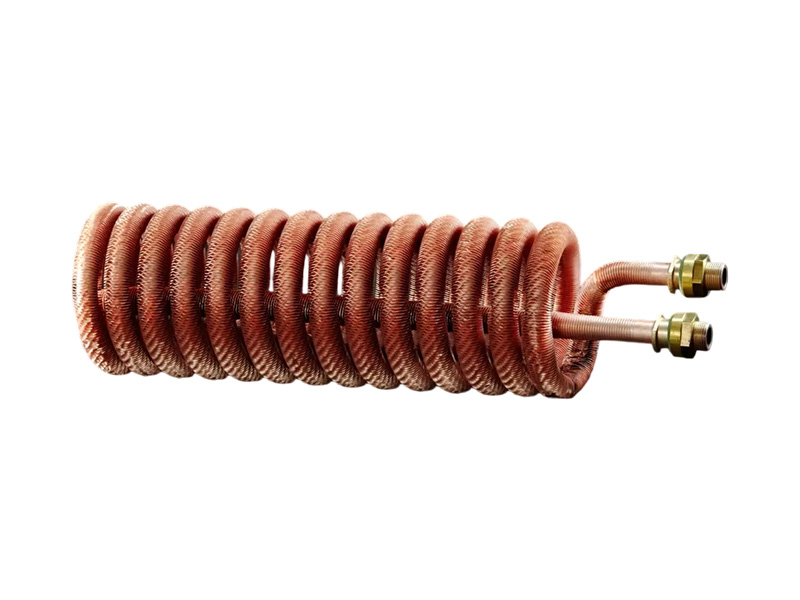
2. Advanced Manufacturing Process
The brazing technology is used to achieve a reliable connection between the fins and the base tubes, ensuring that the contact thermal resistance is less than 0.05 m²·K/W. The flattened design of the base tubes reduces the external pressure stress on the fins by 40% - 60%, allowing the use of thinner fin materials, taking into account both strength and cost - effectiveness.
3. Fluid Dynamics Optimization
Research shows that by adjusting the fin spacing (it is recommended to be 2.5 - 4 mm) and the angle of the windward side, the heat transfer efficiency and flow loss can be balanced. Numerical simulations show that the structural improvement of the fin wake area can increase the overall heat transfer coefficient by 8% - 12%.
III. Application Scenarios and Industrial Value
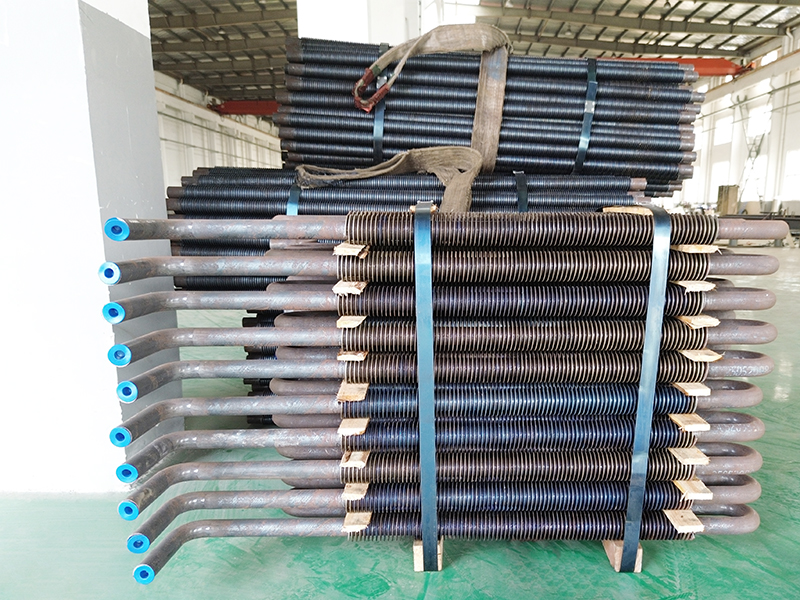
Serpentine finned tubes have been successfully applied in the following fields:
- Power Industry: As the core component of air - cooled condensers, it solves the problem of thermal efficiency attenuation of thermal power generating units under high environmental temperatures.
- Petrochemical Industry: It is used in the air - cooling systems of equipment such as aromatic hydrocarbon plants and hydrogenation reactors to achieve rapid cooling of high - temperature process gases.
- New Energy Field: It supports the construction of heat recovery systems in clean energy projects such as geothermal power generation and biomass energy.
With the progress of testing technology, innovative heat exchangers based on serpentine finned tubes are expanding to scenarios such as shipbuilding and data center cooling. Their modular design also allows for flexible expansion of the heat transfer area to meet the customized requirements of industrial installations of different scales.
In the future, this component will develop in the directions of anti - corrosion coating development and multi - material composite structures to further meet the requirements of harsh working conditions in the chemical, metallurgical and other industries, and continuously promote the process of high - efficiency and energy - saving of industrial heat exchange equipment.
[Reference Content]
[1] Manufacturing Method of Single - Row Tubes for Air - Cooled Condensers
[2] Atlas of Serpentine Finned Tube Radiators

 CHINESE FINNED TUBE MANUFACTURER
CHINESE FINNED TUBE MANUFACTURER