Key maintenance points for embedded finned tubes
Release time:2025-07-17
Visits:407
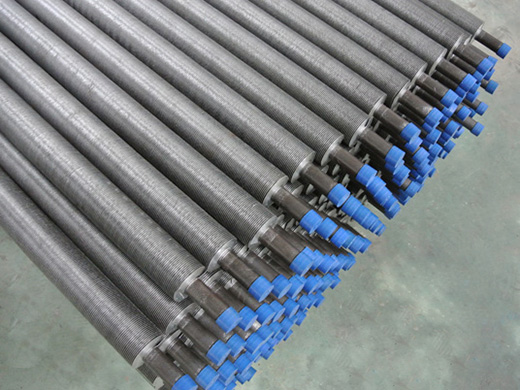
The maintenance of embedded finned tubes should focus on their structural characteristics (fins embedded in the grooves of the base tube), and develop specifications based on anti detachment, anti-corrosion, and sealing requirements. The core points are as follows:
1、 Fin cleaning and anti blocking
1. Dust cleaning
Use compressed air (pressure ≤ 0.4MPa) to blow in the direction of airflow to avoid high pressure damage to the root fitting of the fins; Stubborn oil stains should be wiped with a neutral cleaning agent soft cloth, and hard objects such as wire brushes should be avoided to prevent fin deformation or groove detachment.
High dust environments (such as food drying and textile workshops) need to be cleaned weekly, while ordinary environments should be cleaned once a month to prevent dust accumulation and reduce heat exchange efficiency by more than 20%.
2. Anti scaling measures inside the pipe
The water system should be acid washed every 3-6 months (citric acid concentration ≤ 5%), and thoroughly rinsed until neutral after cleaning; Regularly check the drain valve of the steam system to prevent scale from blocking the pipeline.
2、 Structural integrity check
1. Fin fitting status
Visually inspect the root of the fins monthly for looseness and warping, especially under high temperature conditions (>200 ℃) where aluminum fins are prone to thermal expansion and grooving. Minor deformations can be corrected using a specialized fin comb.
Do not strike or impact the fins with external force to prevent mechanical damage to the slot.
2. Sealing performance testing
The interface flange bolts should be tightened quarterly, and if the sealing gasket ages (hardens/cracks), the metal winding gasket should be replaced immediately; The system pressure holding test (1.25 times the design pressure) is conducted once a year, and there is no pressure drop after holding for 30 minutes.
3、 Anti corrosion and anti detachment measures
1. Corrosion prevention of base pipes and fins
Carbon steel base pipe: Apply epoxy zinc rich primer and heat-resistant topcoat to the surface peeling and rusting areas (under 200 ℃ working condition); Stainless steel pipes are regularly pickled and passivated to restore the oxide film.
Aluminum fins: Apply acrylic anti-corrosion coating in humid environments to avoid chloride ion corrosion (such as coastal areas).
2. Enhanced anti slip groove
In high temperature environments (>280 ℃), it is necessary to monitor the welding points at the root of the fins, and argon arc welding should be used to repair any cracks that may occur; Install anti vibration brackets for vibration scenarios to reduce mechanical fatigue.
4、 Start stop and storage specifications
1. System start stop operation
During cold start, the heating rate should be ≤ 5 ℃/min to avoid the difference in thermal expansion between the fins and the base tube, which may cause groove detachment; After stopping the machine, clean the accumulated water in the pipe to prevent freezing cracking or oxygen corrosion.
2. Long term shutdown maintenance
Nitrogen sealed protection, humidity ≤ 50%; When storing outdoors, cover with waterproof cloth and keep at least 30cm away from the ground to prevent moisture.

 CHINESE FINNED TUBE MANUFACTURER
CHINESE FINNED TUBE MANUFACTURER